So, powder coating? It's basically a three-act play: Prep, Spray, and Cure. Big shops run this on automated lines, tweaked for their output – think square meters per hour or how many racks they can coat. Smaller jobs? A skilled operator with a manual gun (like an M20 cup gun) can handle it. Experts like Ming Fan's team are super valuable right from the planning stage to get this flow right.
Act 1: Prep Work (The Foundation)
Why it matters: The surface condition is everything for a good, lasting coat. Gotta be squeaky clean and oil-free so the powder sticks properly.
What it involves:
Cleaning: Usually involves blasting (like sandblasting) and washing, often with degreasers.
Extra Steps (Sometimes): If the part needs serious rust resistance, we might add a chemical pre-treatment before the powder goes on. The exact steps depend totally on what the part is made of and what it needs to withstand.
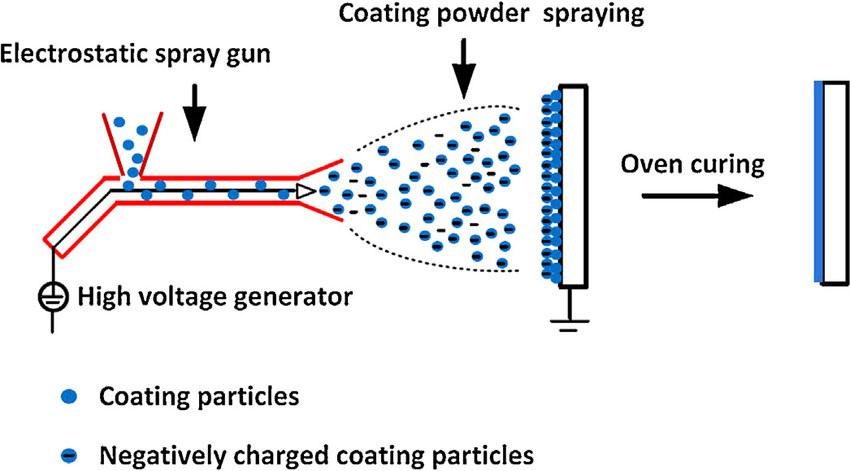
Act 2: Spray Time (Getting the Powder On)
The Conductor Rule: The key here is conductivity. The part needs to be grounded.
Metals: Perfect. Naturally conductive.
Wood? Surprisingly, yes! The moisture in it usually provides enough conductivity for the process.
Plastics? Tricky. They'd need a conductive base coat first, which often makes powder coating them less practical than liquid paint.
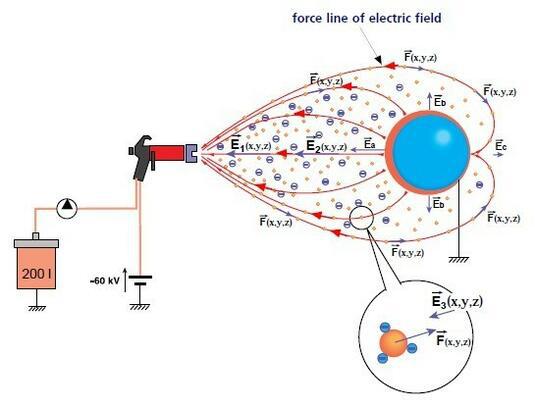
How the Powder Sticks: Ground the part, charge the powder. Two main ways to charge it:
Corona Charging (The Go-To): Uses high voltage inside the spray gun to zap the powder with a charge. This is the most common method because it's super flexible – you can tweak it for thick coats, thin coats, dealing with humidity, getting the right finish (glossy, textured), durability, etc.
Tribo Charging (The Specialist): Charges the powder by rubbing it against special material inside the gun. This is the secret weapon for getting powder into tight corners, deep recesses, or when you need an ultra-smooth finish on complex shapes. Both methods work for hand-spraying or robots.
Act 3: Cure & Dry (Making it Permanent)
The Transformation: Right after spraying, that coating is still just dry powder. Think of the powder as plastic mixed with color.
The Heat is On: We bake it. Usually between 160°C and 200°C (320°F - 390°F). This melts the plastic and triggers a chemical reaction (called "curing") using hardeners mixed into the powder – that's what locks in the tough, final finish.
Low-Temp Powders (A Cool Option): Some special powders melt at lower temps, like 130-140°C (265°F - 285°F). But here's the catch: they're super sensitive to heat before curing.
The Cold Chain: You must keep these cool – during production, shipping, storage... basically everything before they hit the oven. Think 25°C (77°F) max.
The Trade-Off: Sure, you save energy during curing. But you gotta weigh that against the extra hassle and cost of keeping everything chilled up until that point. Is it worth it? Depends on the job and the savings.
Previous:First
Next :Why Electrostatic Powder Coating Rocks: Seriously Smart Surface Finishing
MINGFAN Import and Export Trade (Dezhou) Co., Ltd.
+86-18315884617Follow Us
Copyright © 2026 Dezhou Mingfan Coating Equipment Co., Ltd.All rights reserved.


If you have any queries, get in touch today! Don't hesitate. We try to take the extra step for our customer satisfaction.
 English
English Chinese
Chinese French
French German
German Russian
Russian Italy
Italy Spain
Spain Portugal
Portugal Japanese
Japanese Korean
Korean Arabic
Arabic Traditional
Traditional